




1 / 5
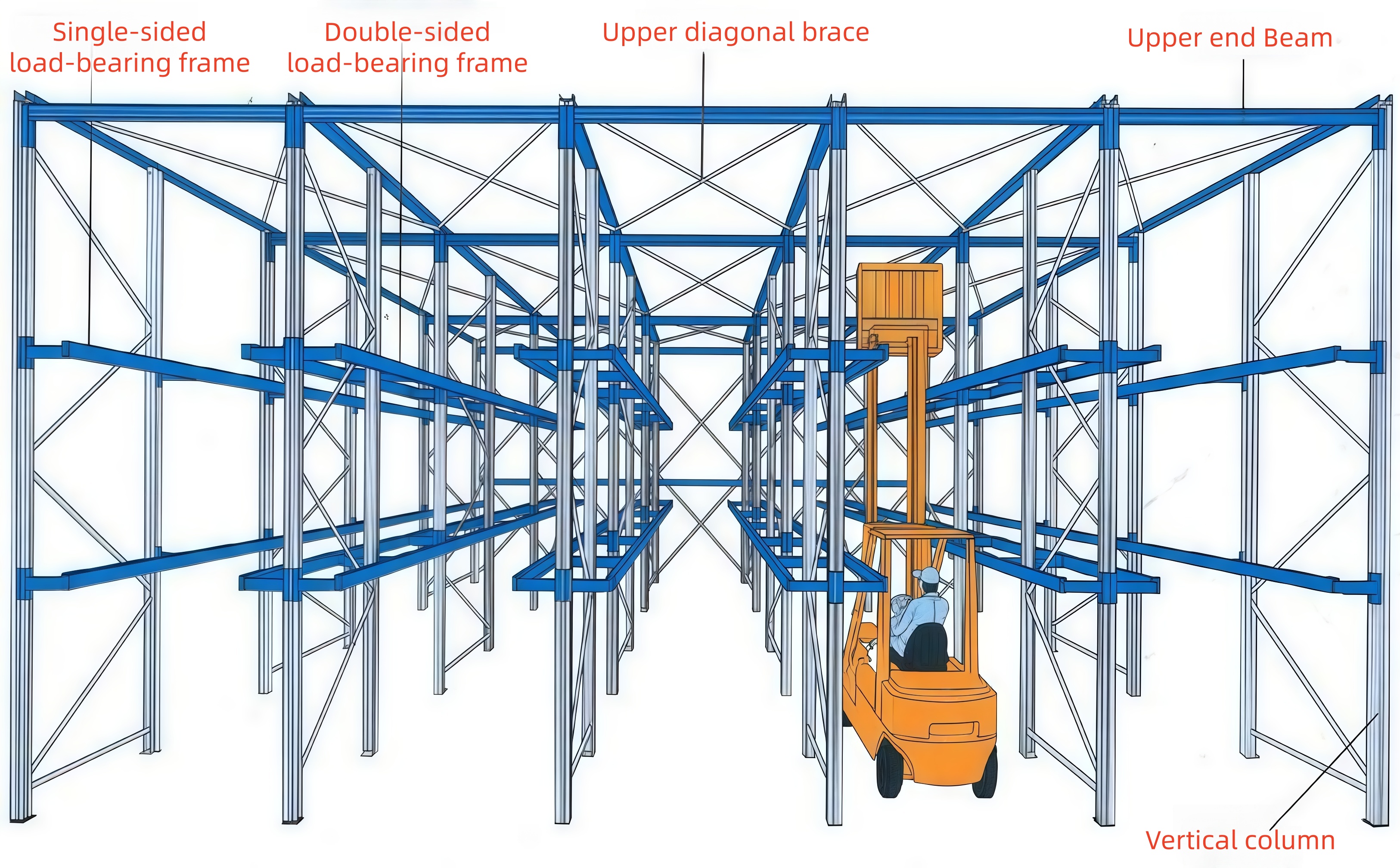
The storage capacity of the drive-in rack is almost double that of the usual pallet rack for the same space. Since there is no aisle between each row of racks and they are merged together, goods on the same layer and column are connected, maximizing storage capacity utilization.


Ideal for High-Density Storage
Suitable for storing large quantities of goods with fewer types, batch operations, and a small selection range. Goods are stored on support guide rails with pallets one after another in the direction of depth, increasing density and space availability. Forklifts can drive directly into lanes to store or retrieve goods.





| Item | Specifications |
|---|---|
| Type | Drive in rack |
| Material | High-grade Steel |
| Feature | Corrosion Protection |
| Use | Warehouse Storage |
| Weight Capacity | 2000-5000kg/layer |
| Width | 60/80 cm or customize |
| Height | Max 12000mm |
| Surface Treatment | Powder Coating |
| Certification | ISO9001/CE |
| Structure | Assembled |
| OEM&ODM | Acceptable |
⚠️ Purchasing Note:
1. You must confirm your pallet size, load capacity, and weight per pallet position.
2. Consider warehouse dimensions, height, and locations of fire hydrants or exits.
3. Provide forklift specifications (max lifting height, capacity, and fork width). These factors are indispensable for an optimal design.

Cargo Fixation: Ropes and straps secure components to prevent movement during transit.
Vibration Damping: Foam boards and pads protect the coating and structure.

Moisture Protection: Waterproof tarpaulins and desiccants keep components dry.
Founded in 2008, we are a professional manufacturer integrating R&D, design, production, and installation. As a high-tech enterprise, we utilize advanced cold-rolling lines, automated powder coating, and continuous punching equipment.


Our portfolio includes pallet racking, heavy-duty racking, mezzanine systems, cantilever racks, and more. With an annual production capacity exceeding 20,000 tons, we serve diverse industries including food, tobacco, dairy, and cold storage.









